Maximum Energy Savings, Low Running Costs
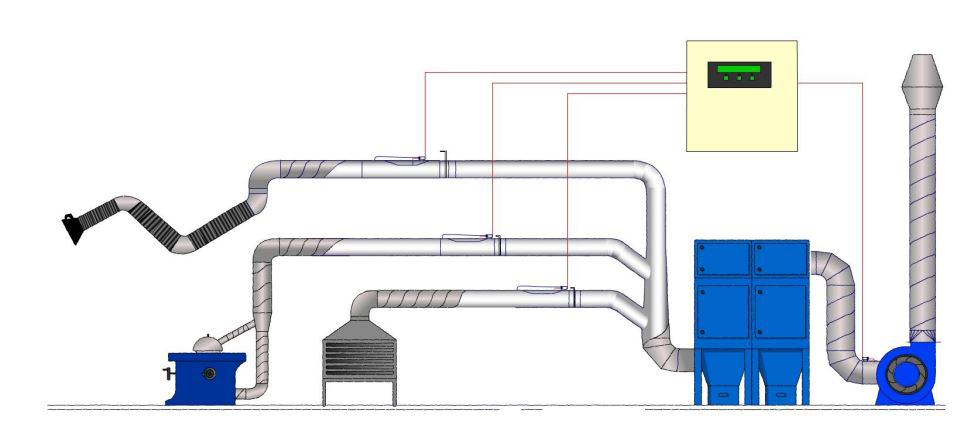
Our Local Exhaust Ventilation, Integrated Control System (SmartAIR®), provides maximum energy savings and lowest running costs for industrial ventilation systems, compared to any other competitive or ‘constant pressure’ controlled dust and fume extraction system. We have a Patent for the system design and unique airflow control system, specific for dust & fume extract systems.
The system provides the following advantages:
The SmartAIR® provides real-time monitoring of the branch air flows. If the air flow drops due to an internal duct blockage etc an immediate warning alarm is provided to the operator.
The SmartAIR® can be retrofitted into existing dust fume extraction/ LEV/ industrial ventilation systems. Payback can be as little as 1 year, depending upon specific systems operating parameters.
The SmartAIR® extends filter life and reduces compressed air costs, as filter differential pressures are maintained at the lowest possible levels. Hence intervals between filter changes are longer, saving on down-time/ labour costs etc.
Modulating constant volume damper, complete with airflow sensor, specifically designed for dust, fume and laden airstreams.
Lowest system running costs; by constantly monitoring / controlling the airflow in each branch independently, and then summing air-flows to control a Variable Speed / Inverter drive (VSD), the airflow is matched to the exact requirements of the LEV system or process extraction. To maximise response times the system uses feed-forward as well as feed-back control strategies.
Maintains a constant air-flow for each branch and therefore efficient control of hazardous atmospheres at source, independent of other branches being opened / shut or filters gradually blinding / increasing pressure etc. The Constant Volume Dampers (CVD’s) can be fitted to any process / LEV extract hood, where a constant volume control is required i.e. spray/process booths (with filters), Fume Cupboards Hoods, woodworking machines, grinding / fettling booths, downdraught benches, flexible extract arms, glove boxes, etc.
How SmartAIR® works and could benefit you
There are a number of advantages over a constant header, duct pressure controlled dust / fume extract system ; The inverter / VSD ‘target’ system pressure (setpoint), is established by the highest resistance to flow, or ‘index’ run. When the ‘index’ line / branch is switched off, or not operating the remaining branches will be extracting too much air volume, i.e. as the ‘target’ system resistance will have reduced. This happens when-ever a branch is switched ON/OFF which affects the ‘index-line’ pressure.
Increases in system resistance, upstream (i.e. towards LEV source) of the main duct pressure transducer, cause the system resistance to increase and therefore the main VSD fan will reduce speed to maintain the ‘target pressure setpoint’. This is obviously detrimental to the control of the hazardous substance. This can happen for instance:
If there is a duct or partial duct blockage, in an individual branch, or hood / grill etc. With no warning being automatically indicated.
If a filter is fitted upstream of the main header duct i.e. in the process booth, spray booth.
If a ‘high-resistance’ flexible arm is fitted where the resistance can change dependent upon the positioning of the arm, this can also happen with CNC, edge bander machines.
The SmartAIR® ensures the duct / capture velocities are maintained whatever the dynamics of the system. In a constant pressure system there can be no control of the main header duct, or stack, air volume / velocity. This can lead to either:
Problem – Product drop out in the ducting which can be particularly hazardous for flammable / explosive dusts.
Solution – The SMARTAIR constantly monitors the main duct air volume; if the velocity / volume drops below 20% of the design velocity for more than 2 – 5 hours (dependent on product) a damper will open to increase the air velocity for a pre-determined time period (again product dependant). Thereby ensuring product drop-out does not occur. green tick man
Problem – Possibility of re-entrainment of fume/dust from stack, due to reduced efflux / exit velocity:
Solution – If the efflux velocity is crucial, for dispersal to atmosphere, a minimum air volume will be maintained. This can be achieved by, for instance, a ‘bleed-in’ damper drawing non-conditioned atmospheric air, thereby saving on energy costs.
Lowest overall energy consumption costs
As stated above the system provides the lowest overall system operating costs. In addition to this, by ensuring only the required airflow is extracted for control of hazardous atmospheres, the minimum amount of heated / conditioned air is extracted from the workplace, providing further substantial energy savings. Correct CIBSE air changes per hour should be adhered to for the appropriate application. Heat recovery from (filtered) extracted air can increase energy savings; each specific application is analysed to provide maximum energy savings.
Each branch CVD is easily programmed with the target airflow, meaning no system balancing / airflow adjustment is required. This can save considerable time on LEV system commissioning, particularly on multi-branch systems.
Each branch CVD is easily programmed with the target airflow, meaning no system balancing/ airflow adjustment is required. This can save considerable time on LEV system commissioning, particularly on multi-branch systems.
System commissioning can be completed without specific LEV knowledge or balancing experience, however an assessment of hazardous substance / atmosphere, capture at source should be made for Initial Appraisals.
If the branch air-volume requires adjustment or is changed in the future, a simple re-entry of target airflow is required (providing it is in the range of the CVD).
Ensures the system is always in-balance.
SmartAIR® can be expanded for the further control and monitoring requirements, for instance; bin/ hopper level alarms, filter differential pressure monitoring and alarming, filter cleaning, compressed air pressure control and monitoring.
Reverse pulse jet, solenoid valve, sequence control, including control from filter differential pressure; if pressure drops a warning will be previded, ensuring filters are not prematurely blocked/blinded.
Stack/ return air particulate or air quality (ie.VOC) sensor monitoring. Real time monitoring together with data logging can be provided with alarms as required.
With particulate monitoring and reverse pulse jet sequence control options, early warning of filter failures can be provided; ie particle levels increase just after pulse cleaning and when monitored this can provide early warning of filter failures.
With the low system running costs and energy savings potential our SmartAIR® can have a payback within as little as a year, depending upon specific systems operation parameters and user conditions.
Energy savings costings can be provided.
The CVD’s & SmartAIR® are also suitable for general ventilation systems and provide significant cost / energy savings in a similar manner; room occupancy sensors can be used to switch dampers ON/OFF, providing ventilation when required, and inverter controlling the main extract / supply fans within an air Handling unit (AHU).
Watch Video

Get in touch with us
Contact us using the links below to speak to one of our consultants. You can ask us a question, look up useful resources or call us on 0800 032 0895 for an instant response.